钢丝胶带斗式提升机的提升高度是各种类型斗式提升机中最高的,可以达到70米以上。手动提升机中采用的钢丝绳芯橡胶带(简称钢丝胶带,下同)是牵引件也是承载件。目前钢丝胶带斗式提升机中钢丝胶带连接,大多数是在输送带90°折弯后,采用夹接钢丝胶带两头的连接方式。输送带接头成为连接中的关键部件。用输送带接头来连接钢丝胶带,一是要将输送带两头牢固地夹在一起,二是要将带中钢丝绳剥离出来单独连接起来,整个输送带接头就是这两种连接的组合。在多方案比较中,多采用的是在夹板上、特别是钢丝绳独立连接上有独特之处的输送带接头。这种双重联动的接头使用效果很好。以下给出详细的介绍。

上图:钢丝胶带斗式提升机胶带接头
1、钢丝胶带斗式提升机钢丝绳胶带上一端已经打好用于连接接头装置夹板的孔,另一端没有打接头装置孔,当钢丝绳胶带两端拉至提升机顶端后,钢丝绳胶带下部提到最高位置,将钢丝绳胶带接头位置放在上部滚筒的顶部中间,用接头装置大致测量胶带另一端钻接头装置连接孔的位置,并在打孔位置上划好线。
2、放平划好线的一端,用手动提升机接头装置作钻模钻与接头装置上同样大小的孔。注意钻出的孔的中心线应与胶带中心线垂直,胶带两侧距接头装置的边距离相等。
3、胶带另一端钻好孔后,将胶带垫板放在两胶带中间,两胶带夹板放在胶带外面,穿上高强螺栓,拧上螺母。调节接头装置与胶带的位置,保证接头装置与胶带中心线垂直,两端距胶带边距离相等。然后用扳手上紧第一个螺母,再并紧另一个螺母。
4、沿接头装置外边剥除一端多余的胶带,胶带端头纵向钢丝绳距夹板外端保留100mm长的钢丝绳,切断多余的钢丝绳。
5、将垫板套过胶带端头的钢丝绳放到斗式提升机接头装置的上方。经过科学严格的技术操作,能够保证钢丝胶带斗式提升机的钢丝绳与橡胶结合牢固,动态性能优良。
钢丝绳连接方式有钢丝绳夹和压条两种。
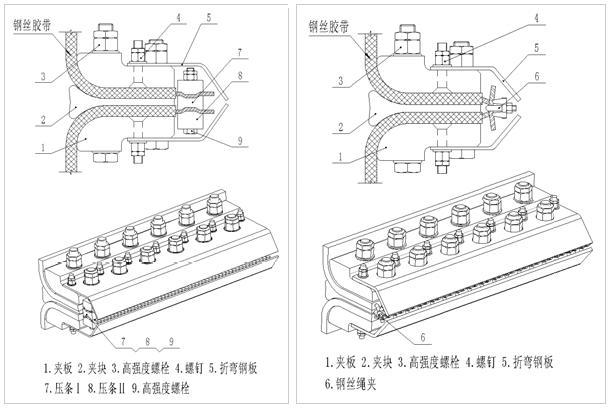
图1 钢丝绳夹式 2 压条式
⑴用钢丝绳夹。用Y8号钢丝绳夹(件6),每个钢丝绳夹中可以放入4~6根钢丝绳,上下交错,靠近根部夹紧,将螺母拧紧到位就可以了。钢丝绳夹是紧固钢丝绳最专业最有效的紧固件,简单而且可靠。规格大的输送带接头中有二、三十个钢丝绳夹,逐个夹紧是需要花费一些时间的。
⑵用压条。用三根压条(件7、件8)夹紧钢丝绳。钢丝绳放入压条之间的两条空隙,高强度螺栓(件9)穿过压条拧紧后,钢丝绳全部被夹紧。压条接触面上的凹凸设计,用来压紧钢丝绳并防止滑动。因为不是逐根编结钢丝绳,用压条方式做接头比较快。
钢丝胶带的连接技术是手动提升机中关键技术之一。钢丝胶带是在橡胶带中含有纵向钢丝绳的输送带,对钢丝胶带连接的基本要求是:
①强度上可靠,能够实现等强度连接;
②接头内侧平坦并且绕性好,能够实现平稳地通过滚筒;
③安装和拆卸方便。
钢丝胶带斗式提升机胶带接头作业是在大门中间节或头轮上进行。安装前,要将下部条滚筒移至张紧行程的上端位置。安装时,必须使两端胶带保持平直,否则会引起钢丝胶带跑偏。钢丝胶带斗式提升机出现了跑偏问题,传动头轮上的胶带会向一侧跑偏,料斗会刮蹭提升机壳体,提升机电流波动大,液力耦合器因过载导致油温升高,易熔塞熔化,迫使提升机停机,严重影响生产。

斗式提升机钢丝胶带跑偏原因分析:
( 1) 对提升机上部轴中心线与水平面的平行度的测量值,上下轴同垂面度误差<15mm,头部传动轮与尾部从动轮端面同垂面误差为15mm,均符合各项公差要求的范围内,可排除提升机机壳构架形变问题造成跑偏。
( 2) 手动提升机的壳体是由多个标准节组装而成,标准节法兰部位螺栓连接密封采用厚度为3 mm的石棉带密封。在设备安装时设备按照图纸进行装配,各相关关键部位的垂直度、水平度参数均符合误差标准范围内,但是在带负荷运转一段时间后,各标准节法兰之间的密封材料因受挤压,厚度发生了不均匀的变化,从而影响提升机头部传动轮中心线的水平度,以及与从动轮中心线的水平度、垂直度。造成跑偏。
( 3) 胶带接头时未能与胶带中心线保持在一条直线上。造成胶带两边松紧程度不一样,在使用过程中,因胶带两边伸展的长度不同,传动头轮两侧受力不均匀,导致传动头轮两侧磨损不均匀而跑偏。
最后放下张紧装置,开启钢丝胶带斗式提升机慢传动,利用张紧装置调整钢丝胶带,至手动提升机传动轮与从动轮中心位置后方可开启快传动带负荷调整。调整完成后投入生产使用。通过调整尾部配重张紧装置可较为容易纠正轻微跑偏问题,斗式提升机电流较为平稳,液力耦合器不再出现因过载导致油温升高,易熔塞熔化的小事故。 |




